
Teman yang melakukannyacasting investasiKetahuilah bahwa bisnis ini adalah semua tentang "detail menentukan keberhasilan atau kegagalan". Pelanggan mungkin menginginkan bilah pesawat, peralatan medis atau suku cadang instrumen presisi, dan perbedaan 0,01 mm dapat membuat produk dibatalkan. Hari ini, mari kita bicara tentang bagaimana mencapai keakuratan coran.
1. Pembuatan Model Lilin - "Pass pertama" dari akurasi
Model lilin seperti "gen" casting. Jika langkah ini bengkok, sisanya akan sia -sia. Sekarang arus utama menggunakan model lilin pencetakan 3D, dan akurasi resin yang disembuhkan dengan cahaya dapat mencapai ± 0,05mm, yang jauh lebih baik daripada ukiran tangan tradisional. Tapi perhatikan kontrol suhu. Jika suhu lokakarya berbeda dengan 5 ℃, laju penyusutan model lilin bisa tidak menentu. Dianjurkan untuk menggunakan peralatan suhu dan kelembaban yang konstan, jangan hemat uang kecil ini.
2. Proses Pembuatan Shell - Jangan Biarkan Shell Keramik "Pit" Anda
Berapa banyak lapisan cat sol silika yang diterapkan dan seberapa tebal setiap lapisan secara langsung mempengaruhi ukuran akhir. Satu pabrik malas dan menyikat satu lapisan lebih sedikit, menghasilkan lubang pasir di seluruh permukaan casting. Sekarang sangat populer untuk menggunakan "pembuatan cangkang gradien" - bubuk halus untuk lapisan dalam dan bubuk kasar untuk lapisan luar, yang tidak hanya dapat memastikan kehalusan tetapi juga mengurangi deformasi stres. Ingatlah untuk mengeringkan cangkang untuk waktu yang lama, jika tidak, ia akan "meledak" langsung selama dewaxing.
3. Melting and Pouring - "Temper" dari logam cair harus dipahami
Laju susut baja tahan karat dan paduan suhu tinggi dapat berbeda sebesar 1%! Ukuran cetakan harus disesuaikan sesuai dengan sifat material. Suhu penuangan bahkan lebih kritis. Pabrik bagian penerbangan tertentu secara langsung membatalkan casting karena suhunya 20 ℃ lebih tinggi dan ukuran butirnya kasar. Sekarang kami menggunakan perangkat lunak analisis aliran cetakan untuk mensimulasikan terlebih dahulu, yang jauh lebih dapat diandalkan daripada coba -coba.
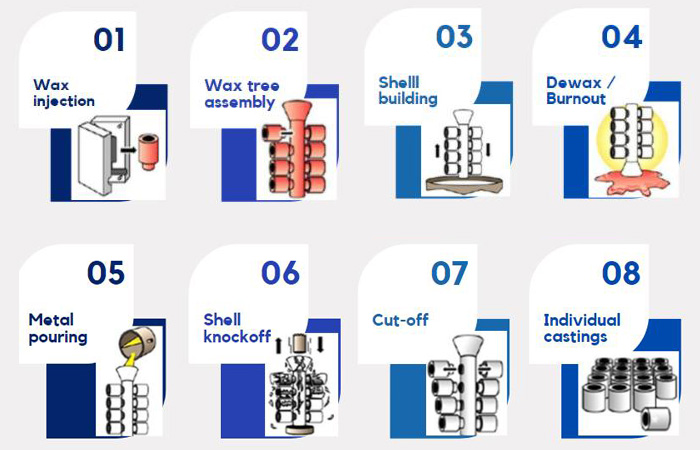
4. Pasca Pemrosesan - Penggilingan tidak didasarkan pada brute force
Lebih stabil untuk menggunakan robot untuk menggiling duricoran investasidari pekerjaan manual, tetapi pemrogramannya baik -baik saja. Saya telah melihat orang menggunakan roda gerinda besar untuk menghemat masalah, tetapi mereka menggiling bagian-bagian berdinding tipis. "Magnetic Grinding" sekarang populer. Bagian -bagian kecil dibulatkan sendiri di medan magnet, dan akurasi dapat dikontrol hingga ± 0,02mm.
5. Metode Inspeksi - Jangan menunggu sampai pengiriman untuk "Buka kotak buta"
Mesin pengukur tiga koordinat adalah standar, tetapi jangan lupa deteksi cacat sinar-X. Ada pabrik yang membuat pisau turbin. Inspeksi permukaan semuanya memenuhi syarat, tetapi X-ray menemukan pori-pori internal dan hampir kehilangan pesanan pelanggan. Sekarang bahkan inspeksi visual AI digunakan, yang lebih cepat dari mata manusia dan tidak membuat kesalahan.
Kesimpulan:
Dalam analisis akhir, keakuratan coran dicapai dengan seluruh rangkaian "pukulan kombinasi". Dari cetakan lilin hingga inspeksi, setiap tautan harus dianggap serius. Sekarang persaingan pasar sangat sengit, siapa pun yang bisa mendapatkan akurasi tambahan 0,01mm bisa menerima pesanan kelas atas. Lain kali pelanggan bertanya "bagaimana memastikan akurasi", cukup lemparkan artikel ini kepadanya - masalah profesional harus diselesaikan dengan metode profesional.
Sebagai produsen dan pemasok profesional, kami menyediakan produk berkualitas tinggi. Jika Anda tertarik dengan produk kami atau memiliki pertanyaan, jangan raguHubungi kami.
Sebagian besar kutipan kami dikirimkan dalam waktu 24/36 jam. dan biasanya dalam waktu yang jauh lebih singkat, tergantung pada detail proyek.
Tim kami akan menghubungi Anda secara langsung tentang penawaran pemesinan CNC Anda untuk memastikan Anda telah menerima dan memahami semua aspek kutipan Anda dan untuk menjawab pertanyaan apa pun yang mungkin Anda miliki tentang opsi Anda.